Простой и вкусный завтрак — смузи из замороженных ягод с овсяными хлопьями и бананом. Нежный ягодный коктейль с добавлением банана и овсяных хлопьев получается питательным и лёгким одновременно. Такой витаминный напиток из замороженных ягод — отличный способ ощутить…
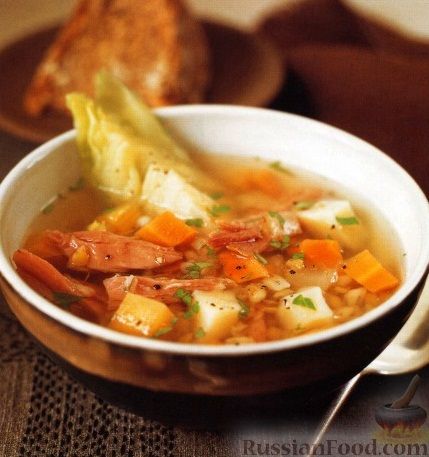
--Бульон варится на свином колене (рульке), также в суп добавляется чечевица, овощи и перловая крупа.
Продукты (на 8 порций)
Свиная рулька — 1 шт. (900 г)
Перловая крупа — 75 г
Чечевица — 75 г
Лук репчатый среднего размера (мелко резанный) — 2…
--Очень простой и вкусный сырный суп, почти как настоящий французский. Всегда хотела во Франции побывать...;)
Продукты (на 6 порций)
Куриные крылышки — 400-500 г
или куриное филе — 400-500 г
Плавленый сыр — 200 г
Картофель — 400 г
Лук репчатый — 150 г…
Ингредиенты
Филе индейки — 500 г
Соевый соус — 2 ст.л.
Горчица с зернами — 1 ст.л.
Кетчуп — 1 ст.л.
Чеснок — 2 зубчика
Подсолнечное масло — 2 ст.л.
Сушеный базилик — 0,5 ч.л.
Соль — по вкусу
Перец черный молотый — по вкусу
Б: 16.71
Ж: 4.32…
Ингредиенты
Кефир — 300 г
Яйцо — 1 шт.
Сахар — 80 г
Ванильный сахар — 1 ч.л.
Соль — 1 щепотка
Разрыхлитель — 1 ч.л.
Сода — 0,5 ч.л.
Рисовая манка — 200 г
Сливочное масло — 30 г
Б: 4.58
Ж: 5.51
У: 37.78
Фото готового блюда…
Ингредиенты
Брокколи — 200 г
Яйцо — 1 шт.
Мука — 2 ст.л.
Твёрдый сыр — 40 г
Разрыхлитель — 1 ч.л.
Соль — по вкусу
Получается 5 вафель.
Б: 7.95
Ж: 5.15
У: 14.09
Фото готового блюда
Олеся автор рецепта 5
Оценить рецепт
Рейтинг 5…
Lilianril 01.03.11
Это фирменный рассольник, рецепт моей свекрови, мне очень нравится, предлагаю попробовать и Вам!
Продукты (на 6 порций)
Куриные потроха (сердце и печень) — 300-400 г
Перловая крупа — 0,5-0,75 стакана (100-150 г)
Картофель — 2-3 шт. (250-300 г)
Морковь — 1 шт. (100…
--Для этой солянки я использую только один вид колбасы, а еще добавляю фасоль и, конечно же, соленые огурчики. Все блюдо готовится в одной кастрюле, что очень удобно.
Продукты (на 4 порции)
1 репчатый лук
1 морковь
200 г копченой…
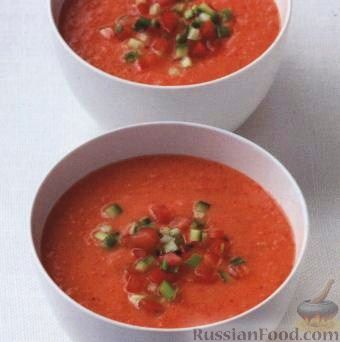
--Этот рецепт — одна из разновидностей гаспачо, традиционного испанского холодного супа. Незаменимая вещь в жару; и не только в Андалусии.
Продукты (на 4 порции)
Хлеб белый — 3 ломтика
Чеснок — 1 зубок
Уксус хересный или винный, красный —…
Ингредиенты
Картофель — 1 кг
Шпинат — 60 г
Красная рыба — 130 г
Рикотта — 200 г
Сливочное масло — 50 г
Соль — по вкусу
Б: 5
Ж: 5.5
У: 11.71
Фото готового блюда
Олеся автор рецепта 5
Оценить рецепт
Рейтинг 5 из 5…
Ингредиенты
Кабачок — 2 шт.
Помидор — 3 шт.
Чеснок — 2 зубчика
Подсолнечное масло — 1 ст.л. в заправку и для жарки кабачков
Укроп, петрушка — 10 г
Уксус 6% — 1 ч.л.
Соль — по вкусу
Перец черный молотый — по вкусу
Б: 0.85
Ж: 2.67…
Ингредиенты
Филе индейки — 250 г
Кукуруза консервированная — 200 г
Огурец свежий — 300 г
Кунжут — 1 ч.л.
Свежий базилик — 10 г
Оливковое масло — 4 ст.л.
Соль — 1 ч.л.
Перец черный молотый — ½ ч.л.
Чеснок — 2 зубчика
Соевый соус — 2 ч.л.
Б:…
Ароматный, с насыщенным вкусом. Идеален для мясных блюд! Клюквенный соус к мясу сделает подачу мясного блюда особенно праздничной. Кисло-сладкий, с приятной горчинкой, он отлично дополнит многие блюда и раскроет их вкус. По желанию в него можно добавить различные приправы.
Состав…
Сливочный соус – идеальное дополнение красной рыбы! Сливочный соус к красной рыбе оттенит и максимально раскроет ее, притом независимо от способа приготовления самой рыбы. Можно запекать, жарить и даже отваривать рыбу... Нежный на вкус и простой в приготовлении соус подойдет…
Аппетитный, сытный, яркий, на скорую руку. Простой соус Болоньезе с томатной пастой — это отличный ужин для всей семьи. Традиционно соус подают с макаронными изделиями, но он отлично сочетается и с другими гарнирами.
Состав / ингредиенты
4 Изменить состав Показать состав…
Соус из красной смородины получается с изысканным, кисло-сладким вкусом. К мясным блюдам — то что надо. Кроме того, что соус очень вкусный, он полезнее покупных соусов, поскольку приготовлен из натуральных продуктов. Смородиновый соус к мясу можно использовать сразу, а…